
















带你深入了解汽车覆盖件激光切割技术
03, 2019
by 欧锐激光
我们都知道汽车车门外板、汽车顶盖、前后围外盖板、侧围外板、发动机罩等等都属于汽车覆盖件。这些覆盖件一般情况下采用厚度为0.65-2.0mm的低碳钢薄板板材,利用相应形状的模具,以冲压成型的方式铸造成性状较为复杂,具有筋、槽、凸台、下陷、孔、窗等多种形状组合。但是这种方式因模具制造周期长、模具形态变化不灵活等因素,制约着汽车覆盖件的加工进程,从而影响汽车加工进度。激光技术的研究和应用正为解决这一难题提供了可能性。在覆盖件的下料、压延、整形之后,替代原来切边、冲孔等工序,即使是汽车全套的冲压模具未完成,也可以铸造出完整的汽车覆盖件,大大缩短了汽车生产周期。
激光切割原理
激光切割就是一个光能转化的过程,激光器产生的激光由凸透镜聚焦于切割头处形成光斑,在短时间内产生高热量使板材熔化或汽化出一条裂缝,实现板材切割。
激光切割运动轨迹
激光切割头最基本的切割运动轨迹分为4种:点到点(PTP)、直线(LIN)、圆弧(CIR)、孔(HOLE)。各种复杂图案皆可由这4种轨迹连接组合得到,相应的就能实现对复杂图案切割。
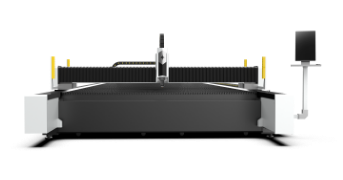
激光切割系统
随着科技的发展,激光自动化技术发展迅速相比之前的单一激光切割程序与许多优势,以泊楚激光自动控制系统为代表。其中FSCUT2000中功率激光切割系统,其工艺完善可支持蛙跳、补偿、引刀线、微连、预穿孔切割等切割工艺,还具有电容寻边、光电、电动聚焦、双交换工作台、自动排样、圆管材切割、断电记忆等高级功能板块,轨迹精度可达0.03mm,定位精度可达0.001mm,重复定位精度0.003mm。所以现代激光自动系统的性能强大,是保证激光切割效果和质量的一大助力。
激光切割的质量控制
要想取得完美的切割效果,保证被切割材料切割面质量(粗糙度)要对切割速度、辅助气体压力、激光输出功率等因素进行良好的控制,做好相关因素的参数优化。
首先,就切割速度来说,正常情况下,在板材厚度不变的前提下,切割速度与激光功率成正比,即激光功率约大,切割速度越快;但如果是激光功率一定的情况下,其厚度与切割速度成反比。若想保证良好的表面切割效果(以表面粗糙度衡量),另外有相关研究表明,当切割速度渐渐由小及大时,粗糙度由大变小后又由小变大,呈抛物线状态,期间存在最小值,即切割效果最佳。据相关资料知,0.65-2.0mm的低碳钢薄板板材切边切孔的速度定在10-20m/min(三维轮廓切边);20-50mm/min(二维轮廓切边),可以达到良好的效果。
其次,是辅助气体压力。在进行切割时,切割速度快,则辅助气压压力选择要大,反之则需要较小的辅助气体压力。在输出功率相同的条件下,切割表面粗糙数值随着气压增大而变大,其数值先是由大变小后又有小变大,期间出现粗糙度的最小值,即切割效果最佳。
最后,激光的输出功率的大小直接影响激光能量密度。激光能量密度与激光输出功率成正比例关系,与切割速度构成反比。那么,为了获得高激光能量密度必须提高激光输出功率;同理,割速度最大就要求提高激光输出功率。












