
















如何聚焦激光
11, 2018
by 欧锐激光
您可以找到有关激光切割机和激光切割过程的常规解决方案。
工作准则
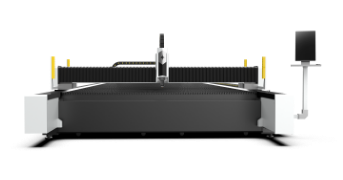
激光切割是一种使用激光切割材料的技术,通常用于工业制造应用,但也开始被学校,小企业和业余爱好者使用。 激光切割的工作原理是通常通过光学系统引导高功率激光器的输出。 激光光学系统和CNC(计算机数字控制)用于引导材料或产生的激光束。 用于切割材料的典型商用激光器将涉及运动控制系统,以遵循要切割到材料上的图案的CNC或G代码。 聚焦的激光束指向材料,然后熔化,燃烧,蒸发,或被气体喷射吹走,留下具有高质量表面光洁度的边缘。 工业激光切割机用于切割平板材料以及结构和管道材料。

影响激光切割尺寸精度的因素
我们确认一台激光切割机制造商非常出色,切割精度是第一标准。因此,如何确定切割精度是否合格将从以下四个因素考虑
1. 激光发生器激光凝固的大小。如果光斑非常小,切割精度非常高,如果切割后间隙很小。结果表明,激光切割机的精度很高,质量很高。
2. 工作台的准确性。如果工作台的精度非常高,那么切割的精度将得到提高。因此,工作台的精度也是测量激光发生器精度的一个非常重要的因素。
3. 激光束凝聚成锥形。切割时,激光束是向下逐渐变细,当工件切割厚度非常大时,切割精度会降低,切出的间隙会非常大。
4. 切割材料不同,也会影响激光切割机的精度。在同样的情况下,不锈钢和铝的切割精度会有很大差异,不锈钢切割精度会更高,而且截面也会光滑。
如何聚焦激光
激光束通过聚焦透镜聚焦。焦距镜头就像放大镜和阳光。对于55mm镜头,激光束穿过镜头并会聚到距离镜头边缘约55mm的最小点。激光束在这个“点”处被集中到最小尺寸。鉴于镜头安装在焦管中,问题是如何将材料放在最佳位置进行雕刻或切割。
首先,想一想所需的结果。无论何时我们想要雕刻,我们都希望激光束聚焦到最小的光斑和位于材料顶部表面的光斑。具有最小光斑尺寸将为我们提供最佳分辨率。最好的DPI(每英寸点数)。激光机应配备手动高度测量工具。有些机器配有方形件或丙烯酸,以匹配焦管侧面的标记。其他机器配有一个塞尺,可以紧密配合在聚焦管喷嘴和材料顶面之间。
常规调整方法是将材料放置在工作台上,然后移动工作台高度,使得材料的顶面位于激光束的焦点处。将工作台移动到合适的高度时使用测量工具。确保不要将工作台移得太远。您不会想要损坏工作台表面,材料或焦点组件。
大多数激光机具有可移动的台面高度。如果桌子工作台移动或已经移动到顶部,那么焦管可以进行一些调整以上下移动/滑动约1.5英寸。首先,松开焦管螺母(或螺钉)。其次,将焦点管移动到材料表面上方所需的高度。最后,拧紧焦管螺母(或螺钉)。
您可能担心使用提供的工具将焦点放在规定的距离,但焦点似乎不正确。请记住,最佳焦距可能稍微靠近或远离镜头。在焦点组件下放置一块扁平废料(木材)。调整焦距,使材料稍微靠近焦距镜头。使用“激光”按钮在木头上制作测试点。光斑尺寸将大于雕刻的愿望。将桌子移离镜头一小段距离。将木材移动到干净的目标位置。使用“激光”按钮制作另一个测试点。光斑尺寸应该变得更小。继续移动工作台并在木材表面上制作测试点。当斑点开始变大时,你刚刚通过了焦点。这是找到镜头真实焦距的最简单方法。
获得最好的雕刻....
1.确保激光聚焦在材料上。
2.如果目标材料是不平整的表面,则可能会发现激光失焦的区域。
3.如果您的目标材料是定位销并且您没有使用旋转附件。激光将在图像的某些部分失焦。
4.如果您的图像在激光切割的边缘看起来模糊,但是被聚焦,那么您可能会尝试以过高的速度进行雕刻。将雕刻速度设置为较慢的速度。您还需要降低激光功率百分比,以免烧坏材料。
5.如果您的材料在雕刻区域显示(扫描)线,则可能需要减少“扫描间隙”。 “扫描间隙”是轨道在雕刻机扫描通道之间沿Y方向移动的空间量。将“扫描间隙”设置为较低的数字将提供更好的分辨率。使用一些材料(阳极氧化铝,硬塑料和硬木),扫描间隙为0.05可以提供优异的结果。玻璃的良好环境是0.07。在软塑料中,需要0.1的扫描间隙以确保塑料不会结晶。 0.1的设置适用于柔软的木材。
如果您经常雕刻距焦点距离不同的材料,那么购买焦距较长的焦距镜头可能是个好主意。较长的焦距将更紧密地聚焦更远的距离。
类型
激光切割中使用三种主要类型的激光。 CO2激光器适用于切割,镗孔和雕刻。钕(ND)和钕 - 钇 - 铝 - 石榴石(ND-YAG)激光器的风格相同,仅在应用上有所不同。 ND用于钻孔,并且需要高能量但低重复。 ND-YAG激光器用于需要非常高功率和镗孔和雕刻的场合。 CO2和ND / ND-YAG激光器均可用于焊接。
CO2激光器的常见变体包括快速轴流,慢轴流,横流和板坯。
CO2激光器通常通过使电流通过气体混合物(DC激发)或使用射频能量(RF激发)来“泵浦”。 RF方法更新,并且变得更加流行。由于DC设计需要腔内的电极,它们可能会遇到电极腐蚀和电极材料在玻璃器皿和光学器件上的电镀。由于RF谐振器具有外部电极,因此它们不容易出现这些问题。
CO2激光器用于许多材料的工业切割,包括低碳钢,铝,不锈钢,钛,任务板,纸张,蜡,塑料,木材和织物。 YAG激光器主要用于切割和划线金属和陶瓷。
除电源外,气流类型也会影响性能。在快速轴流式谐振器中,二氧化碳,氦气和氮气的混合物通过涡轮机或鼓风机以高速循环。横流激光器以较低的速度循环气体混合物,需要更简单的鼓风机。板式或扩散冷却谐振器具有静态气体场,其不需要加压或玻璃器皿,从而节省了更换涡轮机和玻璃器皿。
激光发生器和外部光学器件(包括聚焦透镜)需要冷却。根据系统尺寸和配置,废热可以通过冷却剂或直接传递到空气中。水是常用的冷却剂,通常通过冷却器或传热系统循环。
激光微射流是一种水射流引导激光器,其中脉冲激光束耦合到低压水射流中。这用于执行激光切割功能,同时使用水射流引导激光束,非常像光纤,通过全内反射。这样做的好处是水还可以去除碎屑并冷却材料。与传统的“干式”激光切割相比,其他优势还在于高切割速度,平行切口和全方位切割。
光纤激光器是一种固态激光器,在金属切割行业中迅速发展。与CO2不同,纤维技术使用固体增益介质,而不是气体或液体。 “种子激光器”产生激光束,然后在玻璃纤维内放大。波长仅为1.064微米的光纤激光器产生极小的光斑尺寸(与CO2相比,最小可小100倍),使其成为切割反射金属材料的理想选择。与二氧化碳相比,这是纤维的主要优势之一
生产和切割率


应用
激光切割和激光精细切割适用于复杂轮廓要求精确,快速和无力加工的各种材料。激光产生狭窄的切口,从而实现高精度切割。该方法没有显示任何变形,并且在许多情况下不需要后处理,因为该组件仅受到很少的热量输入并且大部分可以无渣地切割。
几乎所有种类的金属都可以激光切割:低碳钢,不锈钢和铝是最常见的应用。其他激光切割部件由木材,塑料,玻璃和陶瓷制成。与模切等替代技术相比,激光切割对于小批量生产已经具有成本效益。激光切割的最大好处是局部激光能量输入,提供小焦距,小切口宽度,高进给速率和最小热输入。
软钢
二维切割是CO2激光器的一个领域。低碳钢的典型切削速度例如对于1mm为18m / min,对于3mm为4.5m / min,对于8mm材料强度为1.5m / min。基本上,用激光切割金属是通过在聚焦激光的焦点上高于其熔点的材料的局部加热而发生的。所产生的熔融材料通过与激光束同轴取向的气流喷射,从而形成切口。
特别是对于低合金钢,通常使用氧气作为切削气体。目前,用于激光火焰切割钢的最大可加工对应厚度约为25mm。
不锈钢
不锈钢采用激光熔融切割加工而成。 CO2和固态激光器适用于这种应用,CO2激光器是切割较厚材料的首选。 CO2激光切割不锈钢和建筑用钢,切割速度为18m / min,材料强度为1 mm。
在微观材料加工中,固态激光器(光纤激光器,脉冲ND:YAG)通常用于激光切割不锈钢,根据钢的厚度提供低至20微米的切割宽度。
有色金属重金属(高反光材料加工)
铝,镁,黄铜,铜,青铜,钛,锆,镍,银,金,铂,钽,锌或锡是可以用激光切割的有色金属的例子。
根据工件和材料厚度的要求,您可以使用脉冲激光切割工艺或CW激光熔融切割工艺。
微还是宏?
可以使用脉冲激光或连续波激光切割薄工件。通过这些工艺,使用辅助气体将熔融材料从切口中排出,从而产生无毛刺的切削刃。根据材料和激光的类型,切口的宽度将在50-300微米之间。激光功率决定了切割速度,其范围可以从0.5米/分钟到超过100米/分钟。在薄材料上使用这些切割工艺,脉冲激光器实现了高精度,高质量,并且热影响低。使用相同工艺的连续波激光器(宏观)将能够实现非常高的切割速度。
升华切割在没有任何切割气体的情况下完成。材料直接蒸发,切口通过逐渐消融产生。这可以使用单模光纤激光器(宏)或具有高峰值功率(微)的短脉冲激光器来实现。对于这两种工艺,镜面偏转系统是光束移动的首选方案。
宏:哪个是正确的激光?
CO2和光纤激光器都可用于切割大多数有色金属。一些有色金属如此强烈地反射CO2激光束,优选光纤激光切割。这适用于铜(cu),金(au)和银(ag)。对于所有其他有色金属,您可以说:光纤激光器主要在薄板上具有优势,但CO2激光器对于较厚的材料大多具有更好的质量。
贵族金属
具有高导热性的金属的完美切割效果可以激光切割贵金属,如金,银和铂金属。二氧化碳激光和固态激光切割铂金属,而对于金和银,脉冲或q开关YAG激光器是首选工具,因为固态激光器的波长被更好地吸收。












